
ワイヤーカット加工
Wire Electrical-discharge machining
大阪門真市でワイヤーカット放電加工を営んでおります。上下任意形状はお任せください。
CAD/CAMはMasterCam、AutoCad等
三菱電機製 MV2400R AdvancePlus

高性能機
MV2400R Advance Plus オプションの超微細仕上加工用電源(Digital-FS電源)を搭載し、仕上げ面粗さ1マイクロメートル謳っています。
最小設定単位
0.001(mm)
加工範囲
X600×Y400×Z300
加工精度
±0.01~±0.005(mm) 条件により変わりますのでお問合せください。
最小面粗
Ra0.15マイクロメートル(0.4S)。D-FS電源搭載。条件により変わりますのでお問合せください。
加工可能素材
◎鋼材、◎ステンレス、◎銅、◎銅合金、○アルミ、○超硬、○チタン、○ニッケル、○真ちゅう等。条件が異なりますのでお問合せください。
加工不可素材
通電しないもの。アルマイト、塗装物 等
その他の特徴
使用ワイヤ径:0.2(専用)、加工液:純水 XYリニアシャフト
2013年製
三菱電機製 FA10PS

高精度機
FA10PS 最小面粗さ2マイクロメートルの加工ができます。この機械はメーカ精度保証±3マイクロメートルを謳っており、より高精度な加工が可能になりました。ワイヤー径0.15専用としています。
最小設定単位
0.001(mm)
加工範囲
X350×Y250×Z220
加工精度
±0.01~±0.005(mm) 条件により変わりますのでお問合せください。
最小面粗
Ra0.1マイクロメートル(0.4S)。LC電源搭載。条件により変わりますのでお問合せください。
加工可能素材
◎鋼材、◎ステンレス、◎銅、◎銅合金、○アルミ、○超硬、○チタン、○ニッケル、○真ちゅう等。条件が異なりますのでお問合せください。
加工不可素材
通電しないもの。アルマイト、塗装物 等
その他の特徴
使用ワイヤ径:0.15(専用)、加工液:純水
2006年製
三菱電機製 FA20S Advance

大型加工機・中精度機
FA20S Advance(2009年製)を2020年2月に中古導入しました。今まで頑張ってくれていたFX20Kと入れ替えになります。
最小設定単位
0.001(mm)
加工範囲
X500×Y350×Z300
加工精度
±0.01~±0.005(mm) 条件により変わりますのでお問合せください。
最小面粗
Ra0.5マイクロメートル(2S)
加工可能素材
◎鋼材、◎ステンレス、○銅、○銅合金、○アルミ、○超硬、○チタン、○ニッケル、○真ちゅう等。条件が異なりますのでお問合せください。
加工不可素材
通電しないもの。アルマイト、塗装物 等
その他の特徴
使用ワイヤ径:0.25(専用)、加工液:純水
2009年製
FAQ
小学校の時に理科の実験や工作でやったニクロム線で作る「発泡スチロールカッター」で発泡スチロールを切断したり、凧糸を両手にピンと引っ張って持って粘土を切る感じに似ています。
ワイヤ加工面粗度

ワイヤー加工の仕上げ面粗さの比較
弊社では標準面粗さを決めており、Rzで3~4ミクロン(3S~4S、Raで0.45~0.75ミクロン)程度を狙って加工しております。 ごくまれにコスト重視で1stカット仕上げで加工完了しているメーカー様をお見受けしますが、加工精度が出なく面粗さが粗いので弊社ではよほどの事由が無い限り推奨しておりません。 機械や加工の厚みによって3rdカットで終わるものもあれば4thカットを行うもの、さらには垂直度を出すために4th+1カットを行うものもあります。
加工機:MV2400R Advance Plus
ワイヤ加工例
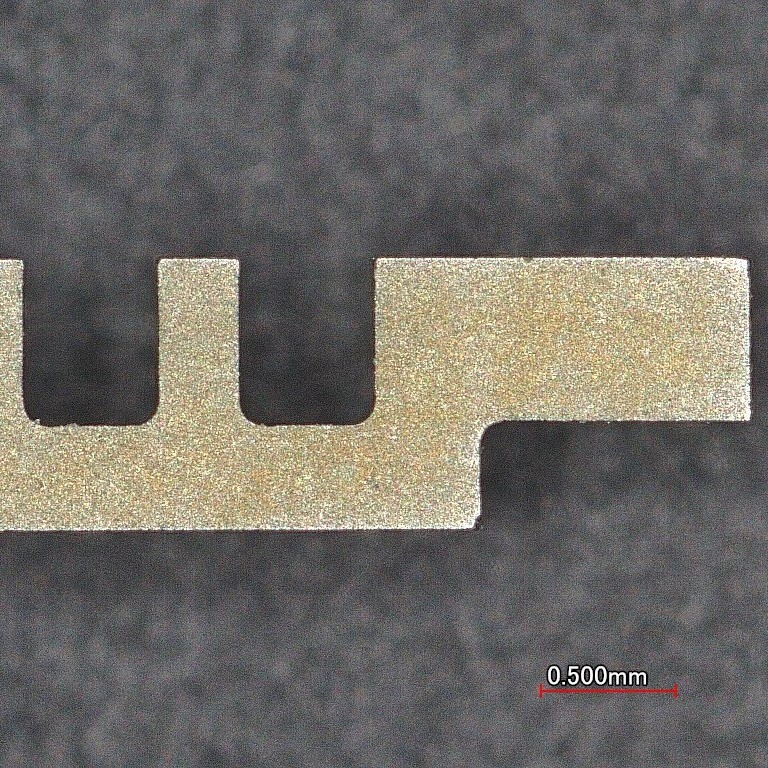
ワイヤー加工の例
ワイヤの微細加工の例です。
加工機:FA10PS
ワイヤ加工例
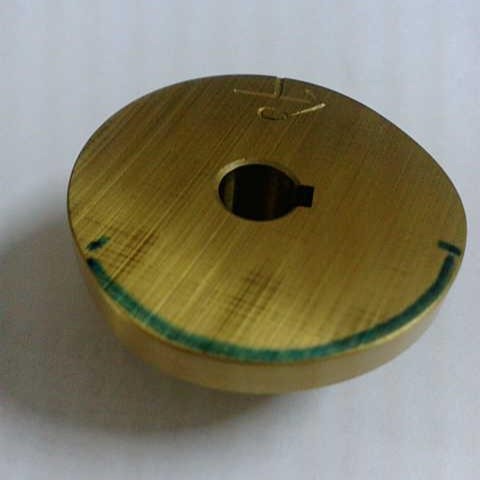
板カム設計変更への対応
板カムの設計変更も条件付ではありますが可能です。
写真はリフト量を0.2下げるワイヤー加工でした。
変形正弦曲線でマジックで塗ってある部分を追加工しました。
板カムのソフトも設備しておりますので、平板からの新作も可能ですのでお問合せ下さい。
加工機:FX20K
ワイヤ加工例
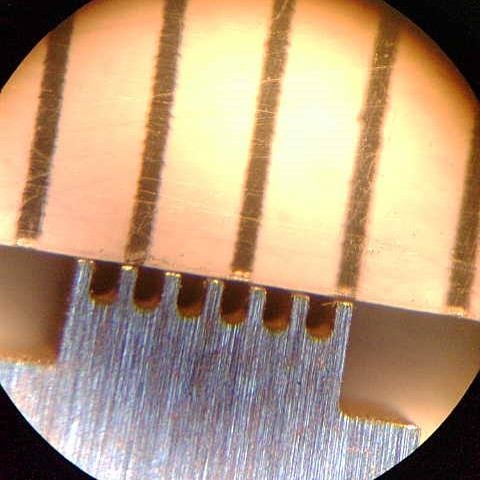
微細加工のテスト加工
製品の加工の前にテスト加工をして、実体顕微鏡で形状が出来ているか観察しました。
谷の深さ 0.35
山の幅 0.15
山のピッチ 0.4
板厚2mm
素材 ダイス鋼
スケール目1mm(写真上部)
加工機:FA10PS
Old Machine 過去の機械たち

三菱電機製 FX20K

三菱電機製 DIAX DWC90HS

三菱電機製 DIAX DWC90C
三菱電機製 DIAX DWC110G
三菱電機製 DIAX DWC110
三菱電機製 DIAX DWC75
三菱電機製 DIAX DWC70