
放電加工
Electrical-discharge machining
大阪門真市で型彫放電加工を営んでおります。ミクロン面粗さ(2ミクロン)に最適です。放電タップ加工もできます。
三菱電機製 EA8PV Advance

最小設定単位
0.001(mm)
加工範囲
X300×Y250×Z250
加工精度
±0.01~±0.005(mm) 条件により変わりますのでお問合せください。
最小面粗
Ra0.06マイクロメートル/0.4S(20㎜2) NP2回路 GM2回路光沢
加工可能素材
◎鋼材、◎ステンレス、○アルミ、○超硬、○チタン、○ニッケル、○真ちゅう等。条件が異なりますのでお問合せください。
加工不可素材
通電しないもの。アルマイト、塗装物 等
その他の特徴
C軸、3RMACRO
2014年製
アイトロニクス製 Ax1601

最小設定単位
0.001(mm)
加工範囲
X250×Y250×Z250
加工精度
~±0.01(mm) 条件により変わりますのでお問合せください。
最小面粗
~Ra0.07マイクロメートル/0.4S
加工可能素材
◎鋼材、◎ステンレス、○アルミ、○超硬、○チタン、○ニッケル、○真ちゅう等。条件が異なりますのでお問合せください。
加工不可素材
通電しないもの。アルマイト、塗装物 等
その他の特徴
3軸リアルタイム補正、フルデジタル電源、低消費電力
2023年製
三菱電機製 M25K

最小設定単位
0.001(mm)
加工範囲
X250×Y200×Z200
加工精度
±0.01~±0.005(mm) 条件により変わりますのでお問合せください。
加工可能素材
◎鋼材、◎ステンレス、○アルミ、△~×超硬、△~×チタン、○ニッケル、○真ちゅう等。条件が異なりますのでお問合せください。
加工不可素材
通電しないもの。アルマイト、塗装物 等
その他の特徴
面粗さ6S~2S、C軸、3R、サインバイス
1990年製
三菱電機製 M35J
最小設定単位
0.001(mm)
加工範囲
X350×Y250×Z250
加工精度
±0.01~±0.005(mm) 条件により変わりますのでお問合せください。
加工可能素材
◎鋼材、◎ステンレス、○アルミ、△~×超硬、△~×チタン、○ニッケル、○真ちゅう等。条件が異なりますのでお問合せください。
加工不可素材
通電しないもの。アルマイト、塗装物 等
その他の特徴
面粗さ6S~2S、3R
1989年製
放電タップ加工
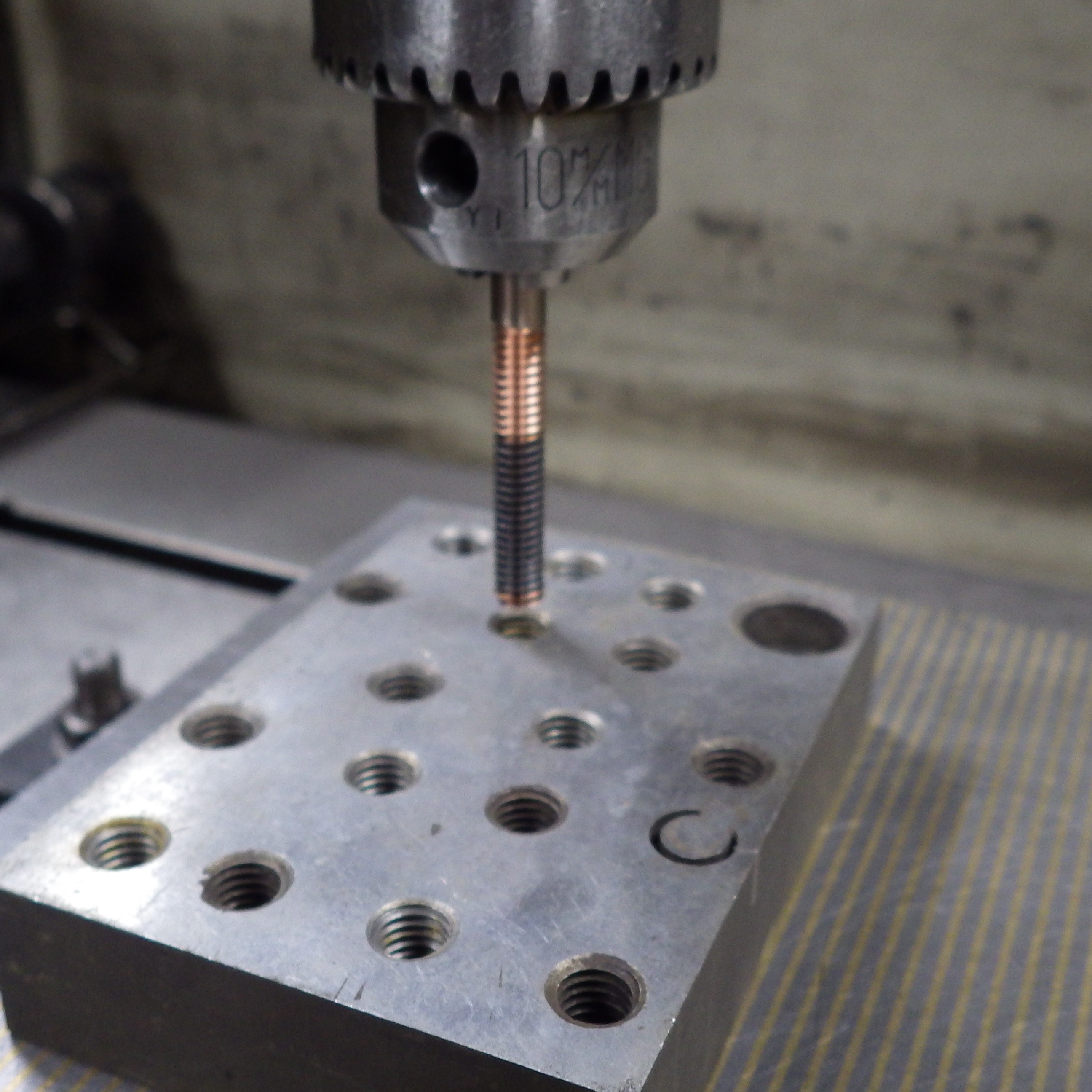
タップ放電加工
タップ放電は焼入れ材のタップの追加工や焼入れ後のタップ忘れなどにどうぞ。
放電タップ加工例

超硬への放電タップ加工
超硬部品に放電タップ加工をしました。右が加工前、左が加工後です。超硬への加工は電極の消耗が激しいので電極に銅タングステンを利用します。今回の加工は1度の加工では電極消耗が想定していたよりも激しく、電極を新しいものに変えて再度加工しています。
加工機:EA8PVAdvance
放電加工例

放電加工での刻印
ちょっと珍しい。文字の型彫放電加工をしました。お客様に、文字電極の製作をお願いして無事加工完了。別のお客様に納品することが出来ました。電極の製作条件にもよりますが、データがあれば、文字や形状の放電加工も可能です。ご用命お待ちしております。
加工機:EA8PVAdvance
放電加工例
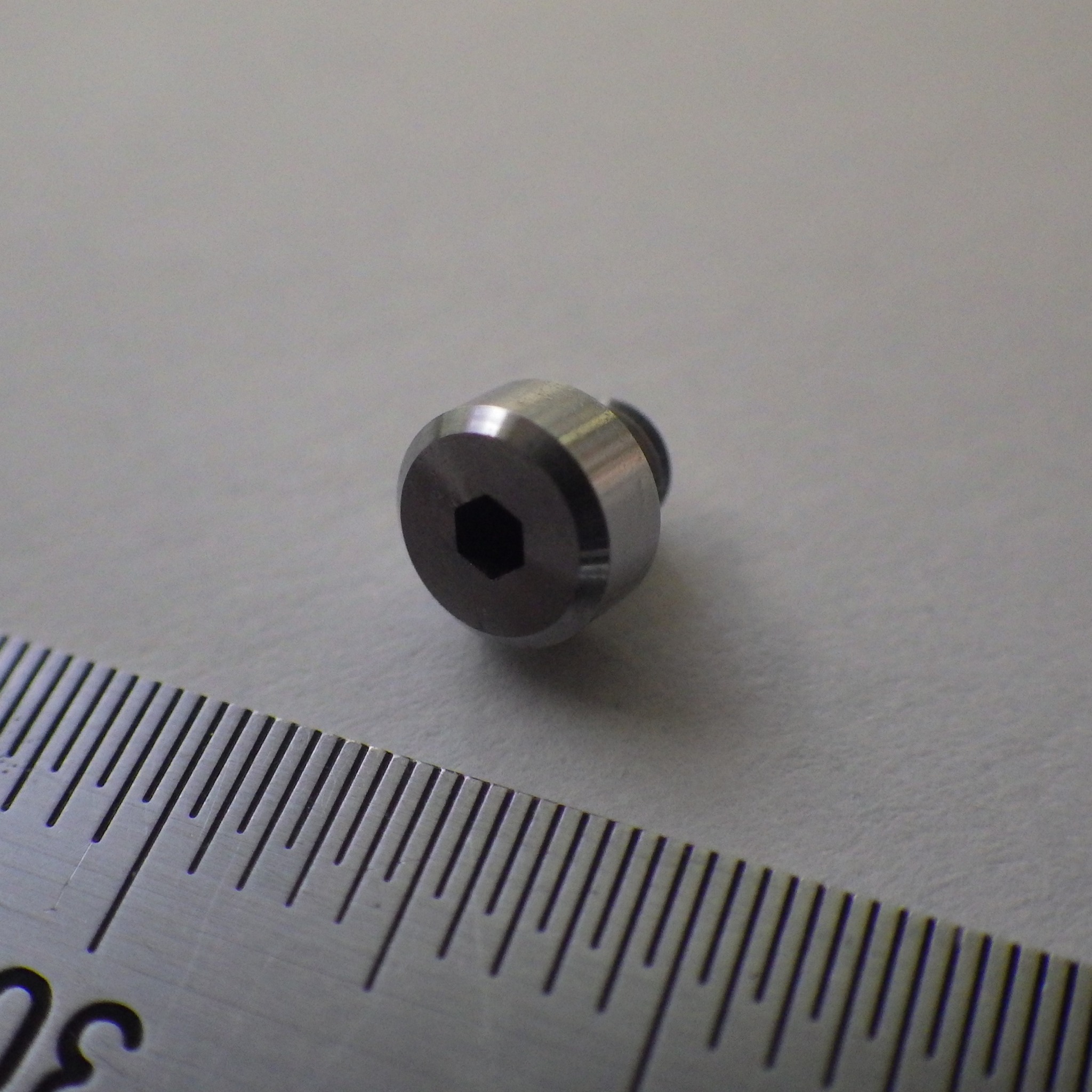
医療器具への対応
医療器具。1.5㎜幅6角穴放電加工。±0.02程度の精度が要求されます。
加工機:EA8PVAdvance Ax1601
放電加工例
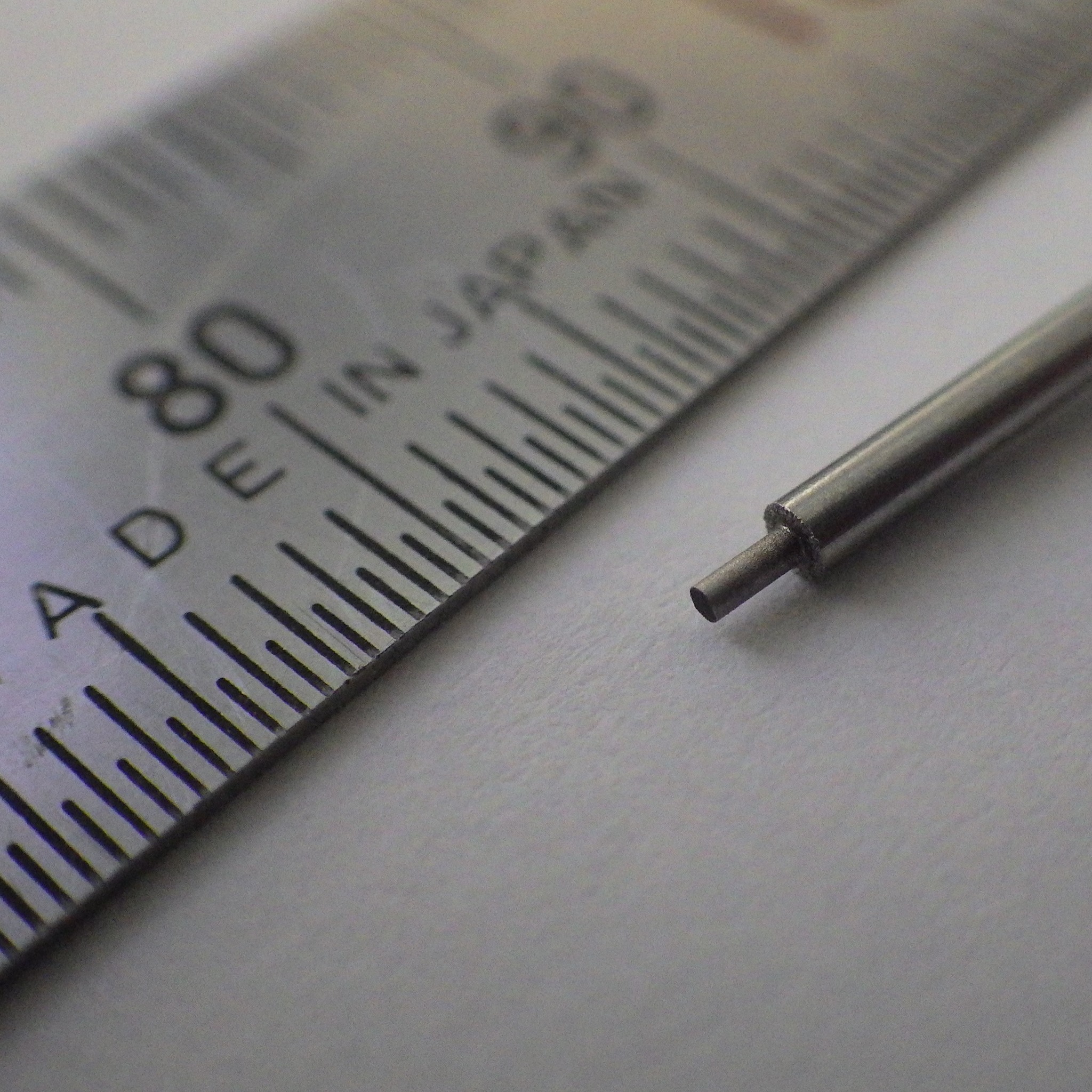
金型部品への対応
Φ1.5mmのエジェクターピンの先端2mmをΦ0.7に放電加工にて追加工しました。微細な加工もご相談ください。
加工機:EA8PVAdvance